




Sistem de management al producției PMS Managementul depozitării rolelor de hârtie
Controlul sincronizării
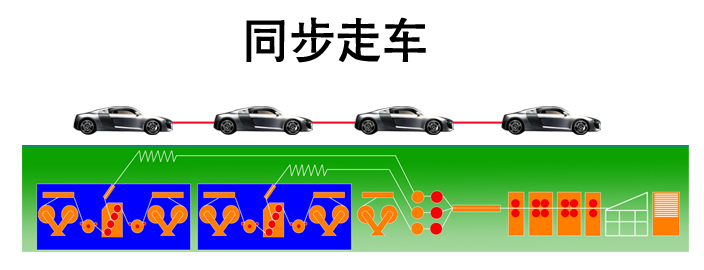
Mijloacele de sincronizare controlează viteza single face, poate păstra aceeași viteză cu centura principală de pânză.Rolul său este de a evita acumularea excesivă de hârtie sau de a scoate hârtia punte.Deoarece schimbarea rapidă a vitezei, mașina ușor de agitat, flutura slabă ondulată, lipirea slabă și alte probleme;managementul sănătății se va baza pe caracteristicile motoarelor individuale la viteze diferite pentru a oferi o curbă diferită de control al vitezei, pentru a încerca să încetinească schimbarea vitezei și a obține o uniformă stabilă a canelului ondulat și a lipiciului (pastă).
Controlul acumulării hârtiei pod deasupra capului
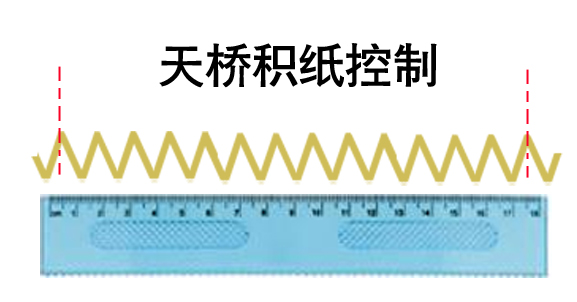
Controlul podului deasupra capului, nu numai pentru a evita problemele de tăiere a hârtiei și de acumulare a hârtiei și pentru a afecta acuratețea întregii schimbări de hârtie umedă și compensarea automată a foii de rupere manuală. Motivul este simplu, întreaga linie de producție, în plus față de podul ondulat de hârtie plotul nu este ușor de estimat, dar distanța este aproape fixă, date de la cilindrul morii la cureaua de cățărare, precum și de la ghidajul hârtiei de aspirare a podului la freza NC.Vreau cu adevărat să număr, este modul de a calcula volumul real de pod de hârtie, precum și valoarea compensației de detectare automată pentru a face hârtie proastă ruptă de muncitor pe pod.
Pentru tehnologia de detectare și control al podurilor, urmărire și control al fluxului;pe de o parte, urmăriți acumularea reală de hârtie, pe de altă parte, utilizați cantitatea de alimentare cu cureaua de alpinism și cantitatea de ieșire a hârtiei pentru ghidaj de aspirație, pentru a măsura prin controlul debitului.Diferența dintre cele două cantități (cantitatea de rupere a podului) controlează automat sincronizarea feedback-ului, pentru a obține compensarea și acumularea de punte fixă.
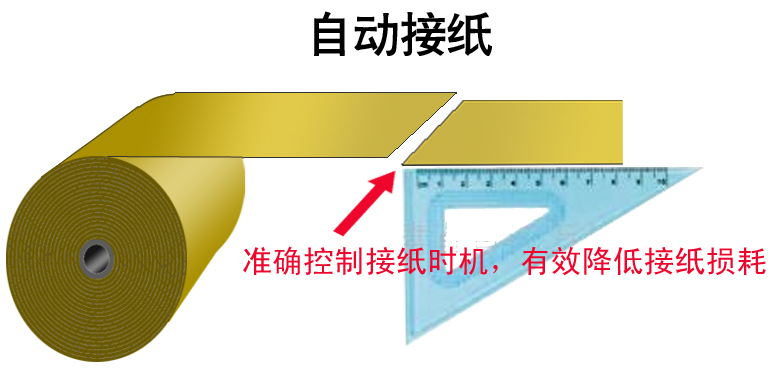
Control automat al îmbinării
Mașina automată de îmbinare nu este conectată numai la control la momentul potrivit, ci include și acumularea de punte, sincronă, încetinirea, înainte de îmbinare hârtie și controlul hârtiei de la alimentarea capului de hârtie în rola de ondulare până la recuperare etc., serie de control
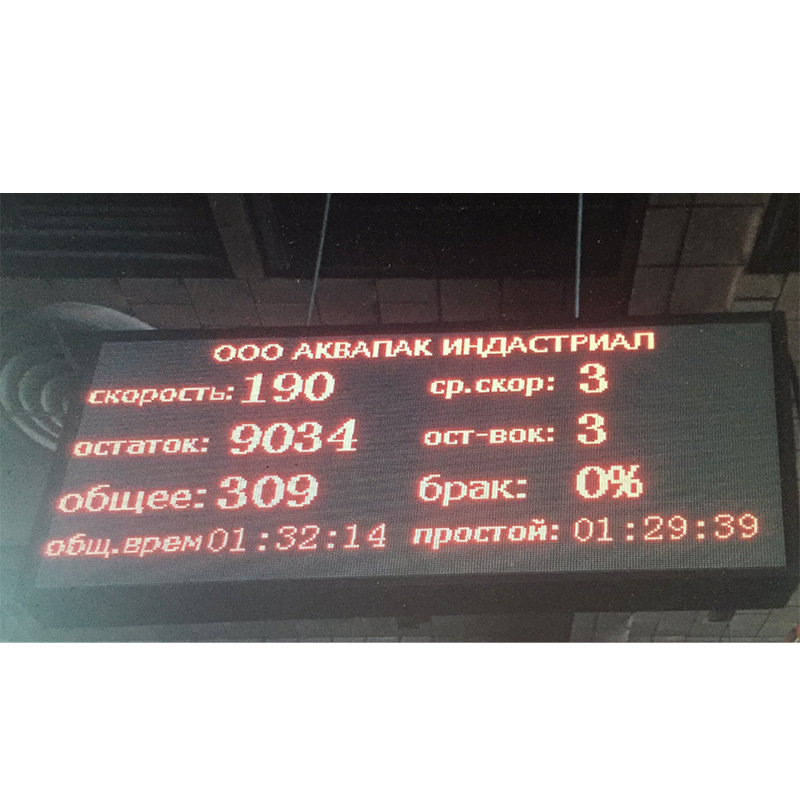
Display LCD dublu lateral
Afișarea în timp real a producției curente de câțiva metri, numărul rămas de metri;
Afișarea în timp real a numărului vehiculului curent, a numărului mediu de vehicule;
Configurare

Dulap de comandă cu o singură face
Dulap de control dublu
Dulap de comandă cu capăt uscat
Display LCD dublu lateral
